|
|||||||||||||||||||||||||||||||||||||
|
- Plaatsing van 2 plankjes aan weerskanten van de boot.
- Dektent (Belettering volgt later).
Aanpassingen/laatste werkzaamheden - Reparatie van de kuiprand (Vervanging door een sterkere eiken versie).
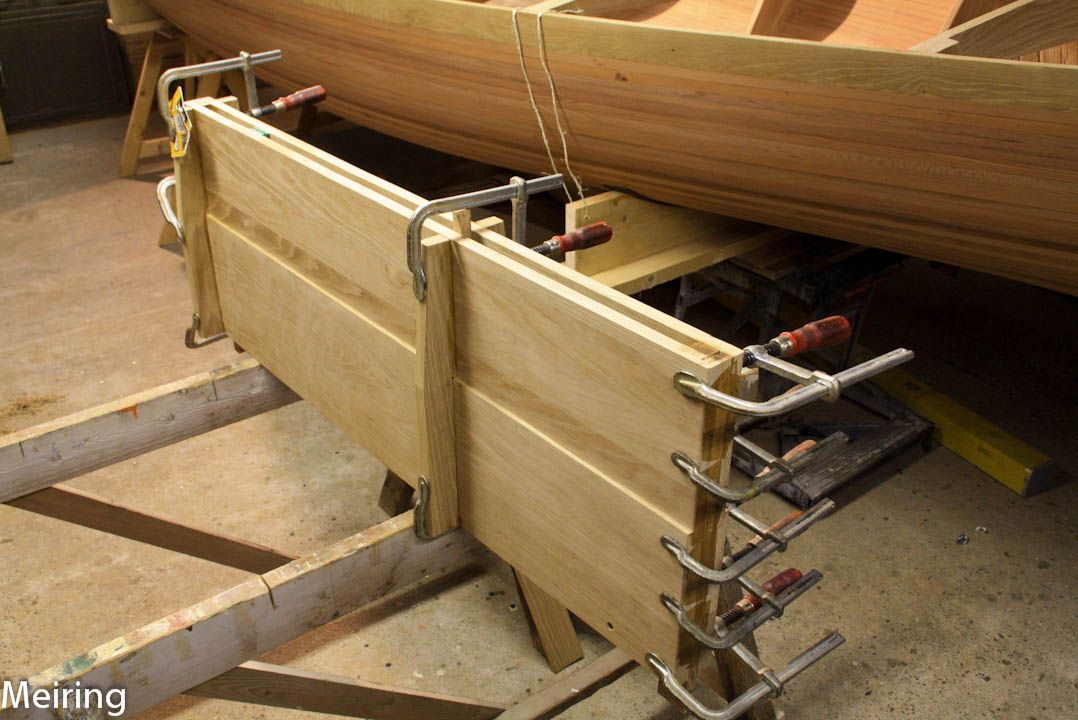
De laatste voorbereidingen voor de doop en het daarop volgend Oud Zeilend Hout evenement worden genomen. Bij het voor de wind varen is het gebruik van een spinnakerboom een minimale vereiste. Met gebruikmaking van bestaand materiaal wordt nog snel even iets tijdelijks in elkaar gezet. Er worden op het laatst nog twee steuntjes gemaakt waarin tijdens het transport de giek, de vaarboom en de spinnakerboom kunnen worden vastgezet. Het roerhoofd met roerblad wordt tijdens het transport voorlopig tegen het beschadigen op een kleed gelegd evenals de vlinderhelmstok die deels onder het achterdek kan worden geschoven. Een op maat gemaakte maststeun voor op de trailer is door productieproblemen nog niet ontvangen. Als tijdelijke oplossing wordt voor een steun gebruik gemaakt van een plaatje multiplex. Op het laatst wordt de naam en de thuishaven van de boot achter op de spiegel geplakt. De naam wordt eveneens in een kleiner lettertype aan weerszijde van de giek geplakt. Dit was de laatste handeling die voorlopig aan de boot is verricht. Nog even vanaf de trailer de mast omhoog gezet en de zeilen gehesen. Niets vergeten waarna het gehele transport voor de grote dag van morgen in de schuur kan worden gezet. Met dank aan vele vrienden en kennissen hebben wij inmiddels een korte foto samenstelling van de doop en wedstrijd in de fotogalerij geplaatst.
Doop & Naamgeving ZM91
Zowel de mastbevestiging van de combinatie voorstag met een katrol voor de fokkeval als de mastbevestiging van de combinatie wantverstaging en trapezelijn blijkt nog niet aan onze wensen te voldoen. Beschadiging van de mast moet worden voorkomen door eerst de bevestiging van de katrol voor de fokkeval aan een tweetal gebogen strippen te bevestigen. Voor de bevestiging van de trapezelijnen moeten eveneens een tweetal plaatjes worden gemaakt, die samen met de wantverstaging aan de mast worden vastgezet. Het knippen, buigen, het boren van gaten en vervolgens het polijsten van dit bootbeslag heeft mij opnieuw een avond bezig gehouden. (Frits 11 uur) (Martijn 3 uur).
Het polijsten en op glans brengen van het roer- en zwaardblad blijft me bezig houden. Op welke wijze dan ook en ongeacht met welk gereedschap wordt gewerkt, blijft iedere aanzet van een roterende machine duidelijk zichtbaar. Uiteindelijk neem ik genoegen met het bereikte resultaat en wordt er verder afgezien van de aanschaf en/of het gebruik van een zgn. satineermachine. Indien nodig zou een laatste optie nog kunnen zijn, het rvs materiaal te laten polijsten bij Fisher Edelstaal bv te Sneek. Het zwaard moet, na het ophangen in de zwaardkast, van een aanslag worden voorzien. Door nu de boot op de trailer naar buiten te rijden, onder de boot een drietal tegels van de oprit te verwijderen en een gat te graven, is door ons de maximum dieptemaat van het zwaard vastgesteld. Voor ons staat nu vast dat het bevestigingspunt van het optrektouw (maat op tekening aangegeven) gelijktijdig gebruikt kan worden als aanslag en begrenzing. Daar waarbij de diepste stand van het zwaard de aanslag de dekker van de zwaardkast raakt, zijn ter bescherming aan weerszijde een tweetal rvs plaatjes aangebracht. Voor het vastzetten van de ratelblokken en schootklemmen (en eiken blok) op het zijdek wordt gebruik gemaakt van draadeinden rond 4 en 5 mm, kwaliteit A4. Voor aan de onderzijde, onder het dek wordt, in plaats van ringen, gebruik gemaakt van de wat grotere zelfgemaakte rvs plaatjes. Voor zaterdagmorgen 10.00 uur is een afspraak gemaakt met zeilmaker Molenaar te Grouw voor het opbouwen van de mast en het aanbrengen van de zeilen. Voor de wantverstaging en de voorstag is als staaldraad gekozen voor een dikte van 4 mm. Een kort kabeltje aan het roerblad en de lijnen voor de trapeze zijn uitgevoerd in 3 mm dik staaldraad. De wantverstaging is voorzien van wantspanners die op hun beurt weer aan de wantputtingen zijn bevestigd. De lengte van de voorstag wordt bepaald door de gestreken mast met mastbout in de mastkoker te laten zitten. De voorstag gaat vervolgens dóór het voordek, en dóór het onder dek geplaatste katrol. Achter dit katrol zal het staaldraad, onder dek, voor bevestiging moeten overgaan in touw. Zodra de mast overeind wordt gezet, zal de lengte van het touw voldoende moeten zijn om de voorstag aan de voet van de mastkoker vast te zetten. Opnieuw voor ons een indrukwekkend moment nu de boot voor het eerst kan worden opgetuigd met het grootzeil en genua. Na het pasmaken van de zeillatten door de zeilmaker, kon het grootzeil voor het eerst in de giek worden getrokken. Het grootzeil is van een viertal zeillatten voorzien waarvan de bovenste omtrent de bevestiging een nader uitleg verdient. Vervolgens wordt het grootzeil voor het eerst met behulp van de grootval in de mast opgetrokken. Met het grote gemak waarop dit alles plaats vindt doet mij goed. De genua blijkt, in tegenstelling tot wat verwacht, van leuvers te zijn voorzien. De tijd zal het leren in hoeverre dit een voor- of een nadeel kan worden genoemd. Met behulp van de fokkeval kan tot slot de genua worden gehesen. Opvallend zijn de met mylar versterkte raamopeningen in zowel het grootzeil als de genua. In de praktijk zal, bij het gebruik van een genua (in plaats van een kleiner fok), het uitzicht naar voren hierdoor aanmerkelijk worden verbeterd.(Frits 20,5 uur) (Martijn 16 uur).
Het laatste houtbewerken bestaat uit het maken van een maststeun op de achterzijde van de boot en een tweetal schuin oplopende houten klossen op het zijdek onder de ratelblokken en schootklemmen, bestemd voor de fokkeschoot. (Frits 21 uur) (Martijn 18,5 uur).
Deze week zijn de twee multiplex platen, bestemd voor de vlonder, op het bouwadres aangekomen. Beide platen van het merk Bruynzeel Regina Garant Mahonie, met als afmetingen van 2,50 x 1,22 m en 12 mm dik, zijn door Evecom rechtstreeks geleverd vanuit Zaandam. Door de aanwezigheid van kartonnen mallen die in week 39 al waren uitgesneden, kon op eenvoudige wijze de platen worden afgetekend en verzaagd tot een achttal vloerdelen. Aanvankelijk lag het in de bedoeling de vlonders vanuit de plaat zoveel mogelijk “op vlam” uit te zagen. Dit bleek haast onmogelijk om te doen door de wisselende oppervlaktestructuur van deze mahonieplaten of ik had dubbel zoveel platen moeten versnijden. De vezelrichting van de platen loopt uiteraard wel mee met de lengte van de boot. De vlinderhelmstok is nu volledig afgewerkt. Met name de rondingen aan alle kanten hebben het nodige schuurwerk opgeleverd. Nu het roerhoofd is verlijmd kon het roestvast staal hierop worden aangebracht en kon vervolgens de vlinderhelmstok hierin pas worden gemaakt. Door de kromming van de vlinderhelmstok was nu goed te beoordelen op welke hoogte dit boven het achterdek zou uitkomen. Het bouwbestek beschrijft namelijk voor de bovenkant van de helmstok een toegestane hoogte van 8 cm boven het achterdek. Nu de vlonders zijn pasgemaakt, de mast en giek van alle gaten en inkepingen zijn voorzien, konden ook deze laatste onderdelen samen met de vlinderhelmstok in de epoxylak worden gezet. Door in één dag op dit houtwerk meerdere lagen aan te kunnen brengen, zal het totaal van 6 lagen eerst voldoende moeten zijn. (Frits 41 uur) (Martijn 35 uur).
Nu het beslag voor de giek is gelast en gepolijst konden ook deze beide helften evenals de mast op elkaar worden gelijmd. Wij hebben er voor gekozen om achter in de giek ook een touwschijf aan te brengen waardoor het grootzeil strak aan de onderzijde van de giek kan worden bevestigd. Evenals de mast is ook de giek ná het verlijmen ontdaan van lijmresten en eerst opgeschuurd tot een gekantrechte vorm met zeilgroef. Na het aftekenen zijn met behulp van de elektrische schaaf de vier scherpe hoeken ieder onder een hoek van 45 graden afgeschuind. De daardoor ontstane 8 hoek is met behulp van de reischaaf en blokschaaf zo veel mogelijk tot een ronding gevormd. Ook hier is met behulp van een strook linnenschuurpapier (korrel 40) haaks op houtnerf de giek in grote lijnen rond gemaakt. Met behulp van schuurpapier korrel 80 en een nog fijnere, is met de houtnerf meeschurend de giek vervolgens afgewerkt tot het gewenste model. Gelijktijdig is het asje met touwschijf pasgemaakt. Het asje wordt afgedekt met het ingelaten eindbeslag van de giek. Aan de voorzijde is bij de zeilinvoer het mast-giekbeslag ingelaten en aangebracht. De beugel voor de grootschoot is overeenkomstig de ronding van de giek pasgemaakt maar zal pas ná het lakwerk worden aangebracht. In het achterdek zijn de voorbereidingen gemaakt voor het aanbrengen van een tweetal zg. pop-up kikkers. Een model kikker dat buiten gebruik weg gezonken is op het dek en geen verdere opstakel zal vormen. Voor de beide gaten is gebruik gemaakt van een vooraf gemaakt houten malletje. Wij denken in de toekomst het gebruik van deze landvastbevestigingen aan zowel de voor als achterzijde nodig te hebben. De beide roerhoofddelen zijn, nadat het touwschijfje was geleverd, eveneens aan elkaar verlijmd. De beide helften zijn naar het zich laat aanzien, aanmerkelijk minder gaan kromtrekken dan de eerste twee exemplaren (zie verslag week 27). We durven het aan om het inmiddels gepolijste beslag hierop te bevestigen. Het voorsteven beslag is voorafgaande aan het aflakken van het dek, maar ná het aflakken van de romp, met de daarvoor bestemde rvs schroeven op de boot aangebracht. Wij hebben hiervoor gekozen om met name de ingelaten dekplaat met de tekst: ZM 91 met de laatste laklaag af te kunnen dichten. (Frits 14 uur) (Martijn 12,5 uur).
Nadat de vele lijmtangen van de mast waren verwijderd, zijn de lijmresten en overige oneffenheden met behulp van de bandschuurmachine verwijderd. Een keurig gekantrechte mast die nu van zijn ronding moet worden voorzien. Voordat met de ronding van de mast kon worden begonnen zijn enkele potloodlijnen getrokken. De mast krijgt in zijn doorsnede een eivormig model met uitzondering van top en mastvoet. Gekozen is voor eerst in de lengte twee hoeken met de elektrische schaaf onder een hoek van 45 graden af te schuinen. Vervolgens worden de vier dan ontstane hoeken opnieuw afgeschuind waardoor een ruwe ronding reeds zichtbaar wordt. Het volgende is met behulp van een strook grof linnen schuurpapier, haaks op het draadverloop, de mast op de voorzijde rond te schuren. Van korrel 40 haaks op de vezel wordt in de volgende stap met korrel 80 in de lengte en zelfs daarna met een nog fijner schuurpapier de mast in de lengte opgeschuurd. Aan de zijkanten van de mast moet vanaf deze ronding naar de richting van de zeilgroef de mast opnieuw met de elektrische schaaf van zijn eivorm worden voorzien. De romp van de boot is op een avond van de laatste glanslaag voorzien. Een drie componenten epoxy double coat blanke lak van De Ijssel Coatings dat een naar ons tevreden resultaat heeft opgeleverd. Voor het polijsten van het RVS materiaal is een rubber steunschijf aangekocht voor op een kleine flex. De rubber steunschijf van de firma 3M is voorzien van klitterband waarop polijstschijven van verschillende grofheden aangebracht kunnen worden. Een grove rode, een minder grove blauwe en een fijne grijskleurige schijf die door mij het meest is gebruikt. Na het gebruik van deze schijven zijn de onderdelen met behulp van mijn poetsschijf met polijstblok zonder te veel krassen op glansniveau gebracht. (Frits 12 uur) (Martijn 9 uur).
Met betrekking tot de door mij eerdergenoemde “hartvorm”, waar de helmstok van wordt voorzien, is inmiddels enige discussie ontstaan. Een trouwe bezoeker van onze website vermeldt dat op de originele bouwtekening van de Olympiajol uit 1934 van het KNWSV een zg. vlinderhelmstok als facultatief wordt genoemd. Zijn reactie wordt vergezeld van een schets waarbij een andere vorm naar voren wordt gebracht. Dit heeft ons doen besluiten in het vervolg te spreken van een vlinderhelmstok maar de naar eigen keuze en niet verplichte vorm te handhaven zoals door ons is verlijmd. Ons model is inmiddels uit de lijmtangen gehaald en is het ruwe model van alle lijmresten ontdaan en opgeschuurd. Volgende week wordt de vlinderhelmstok met de eigenlijke helmstok verlijmd en kan met behulp van de bovenfrees de verdere rondingen worden aangebracht. Inmiddels in het bezit gekomen van de touwschijf voor in de top van de mast, kan ook de mast verder worden afgewerkt. De touwschijf heeft een diameter van 6 cm, een dikte van 13 mm en een gatdiameter van 8 mm. Met behulp van de bovenfrees wordt de benodigde ruimte bij beide masthelften uitgefreesd. Na het pasmaken van de touwschijf kunnen de beide masthelften op elkaar worden gelijmd. Om te voorkomen dat tijdens het verlijmen enkele druppels lijm in de zeilgroef terecht zouden komen, en later problemen zou opleveren, hebben we de zeilgroef bij het ver lijmen van een nylontouw voorzien. Gelijk nadat de mastdelen op elkaar waren gelijmd, is dit nylontouw enkele keren door de zeilgroef heen en weer getrokken. Door dit na één uur nog een keer te herhalen denken wij verzekerd te zijn van een schone zeilgroef. Leg de mast bij het drogen van de lijm wel met de zeilgroef naar boven. (Frits 16 uur) (Martijn 16 uur).
Martijn heeft een inventarisatie gemaakt van de benodigde lijnen en touwen. Nadat enkele keren over en weer was gemaild is de opdracht aan de lijnenspecialist verstrekt. Vallen, schoten, meerlijnen en overige lijnen van verschillende diameter krijgen ieder een eigen kleur. Diverse soorten lijnen voor de verschillende functies. Ik heb een begin gemaakt met het grof uitzagen van een gebogen helmstok uit het schaaldeel Essen. Volgens het bestek wordt de helmstok lang 1,45 m. Tussen het metaal van het roerhoofd een breedte van 44 mm. Voor de insteek in het metaal van het roerhoofd verloopt de helmstok in dikte van 45 naar 35 mm. Het uiteinde van de helmstok komt 8 cm boven het achterdek. Voor het grof uitzagen van een helmstok uit dit 8 cm dik Essen is het gebruik van een professionele lintzaag onmisbaar. Wat aan Essen nu nog overblijft is op de vlakbank weer recht en vlak gemaakt, waarna de rest op de cirkelzaag tot stroken van 5 mm dikte kon worden gezaagd. Deze stroken zijn op de vandiktebank tot 3 mm dikte geschaafd. Voor mij stond vast dat deze stroken Essen zeer buigzaam moeten zijn voor het verlijmen en lamineren van de zo karakteristieke ZM'er helmstok. Nergens staat het in het bestek omschreven maar heb ik mij laten vertellen dat een helmstok bij een ZM'er van een “hartvorm“ moet zijn voorzien. Een in autocad op ware grootte uitgeplotte tekening dient als ondergrond voor een mal. Nadat de tekening met folie is overtrokken zijn een veertigtal lijmsteuntjes op de plaat vastgeschroefd waarop later de lijmtangen kunnen worden vastgezet. De eerste drie stroken Essen laten zich vervolgens zonder problemen buigen en verlijmen. Het verlijmen van deze 3 mm stroken tot een dikte van ongeveer 3,5 cm zal in fases moeten plaatsvinden. De discussie heeft plaats gevonden uit welk materiaal de buikdenningen (Vlonders/ Bodemplanken) moeten worden gemaakt. De gedachte gaat uit naar een plaatmateriaal van 12 mm dikte. Mogelijk een Mahonie plaat voorzien van AA of AB toplagen. Uiteraard een kwaliteit die voor de watersport geschikt blijkt te zijn. Hierop vooruit lopend hebben we de buikdenningen volledig in kartonnen modellen uitgevoerd. Op deze wijze kan exact worden bepaald welke plaatafmetingen nodig zijn en kunnen in later stadium de afmetingen rechtstreeks op het hout worden overgenomen. Machinefabriek Velthuis heeft deze week het las en buigwerk van het RVS materiaal voor mij uitgevoerd. De mast- giekverbinding, een mastbeugel, de kap op het roerhoofd, het complete roerbeslag met roerpen, het stevenbeslag en de eindbeugel op de giek is middels het zogenaamde tiglassen keurig gehecht. De vraag is wel in hoeverre ik het RVS van 316 kwaliteit nu kan laten glimmen. Tussen het gebruik van een lamellen schuurschijf op de kleine flex en mijn poetsschijf met polijstblok, blijken nog een scala aan mogelijkheden aanwezig te zijn om dit RVS materiaal krasvrij te polijsten en te laten glimmen. (Frits 17 uur) (Martijn 8 uur).
Week 38 (26 maart t/m 1 april) Nadat aan de binnenzijde alle folie en plakband was verwijderd, is de boot uitgezogen en grondig schoongemaakt. Voor het aanbrengen van de laklagen op het dek kon de (stofvrije) boot vervolgens opnieuw naar de verwarmde en geïsoleerde ruimte worden gebracht. De giek en de mast zijn inmiddels voorzien van een zeilgroef en daar waar mogelijk een uitholling als ook een inloop van het zeil aan de onderkant van de mast. Wij hebben de beslissing genomen om met name de zeilgroef in zowel de mast als de giek van minimaal twee laklagen te voorzien alvorens de beide delen definitief op elkaar worden gelijmd. Mogelijk zal in de toekomst hierdoor het zeil makkelijker te hijsen als te strijken zijn. Bij een kort bezoek aan jachtbouwer Heerlien viel het oog op een restant van een schaaldeel Essen waarvan de houtnerf licht was gebogen. Een restant, waaruit destijds door hem een helmstok was gezaagd, maar nog voldoende voor ons bleek te zijn. Dit Essen is door ons van Heerlien overgenomen. De zaterdag is uitgekozen voor het aanbrengen van de eerste drie laklagen op het dek. De ruimte wordt enkele uren hieraan voorafgaande opnieuw opgewarmd tot ongeveer 20 graden. Opnieuw wordt schone folie in de boot aangebracht onder de te lakken delen. Vlak onder de stootlijst wordt de romp met tape afgeplakt. Na de derde laklaag op de boot wordt de mast en giek van de eerste laag voorzien. Na het lakken worden ook deze onderdelen in dezelfde verwarmde ruimte neergelegd om de lak te laten drogen. (Frits 13 uur) (Martijn 12 uur).
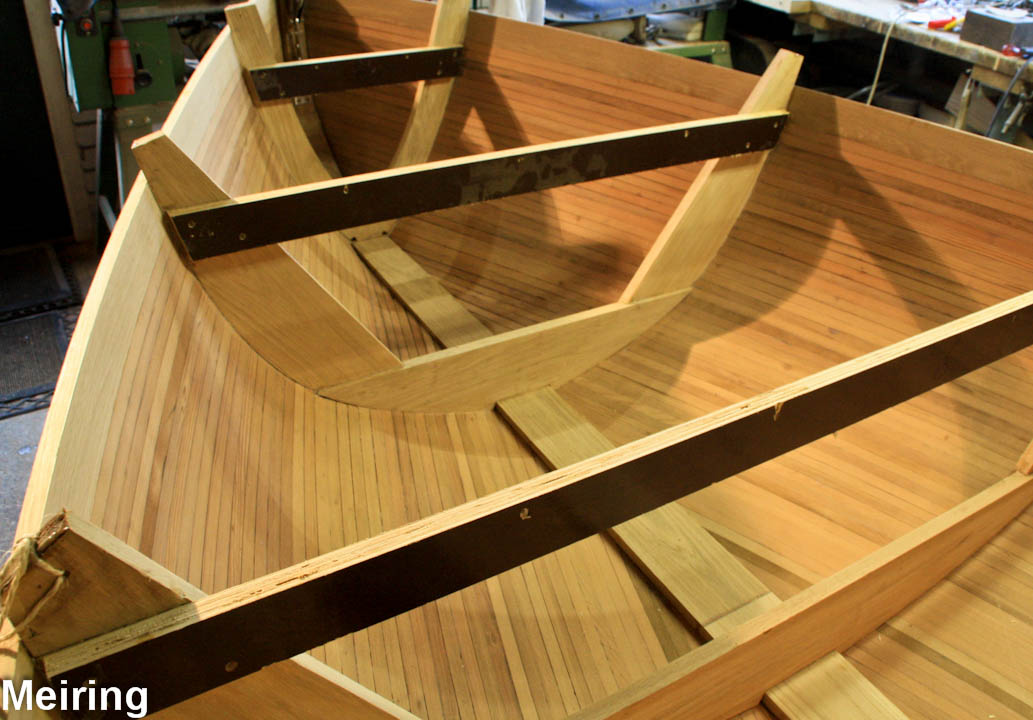
De kuiprand bestaat uit 12 mm dik Redwood met een werkende breedte van 10 cm. Aan de achterzijde loopt de kuiprand 10 cm door over het achterdek. Op het voordek komt een vals verstek op 96 cm vanaf de voorkant voorsteven. De kuiprand wordt vanaf spant 5 naar voren geleidelijk iets naar buiten vallend bevestigd. De hoogte boven dek varieert van 3,3 cm bij spant 2 tot 5 cm nabij spant 5. Het pasmaken en bewerken van deze kuipranden vraagt enige nauwkeurigheid. Door eerst het gedeelte langs de kuip passend te maken kan het gedeelte op het voordek makkelijker “in het werk” worden afgeschreven. Met name het valse verstek op de voorkant heeft de nodige aandacht gekregen. Door tegelijkertijd een passende klos, die op de werkbank in een simulatiemodel van deze verstekhoek was opgemeten, in hardhout uit te voeren, kon het geheel in een keer worden vastgelijmd en afgewerkt. Stempelen vanaf de zolderbalken samen met de nodige lijmtangen houdt het geheel in positie tot de lijm is uitgehard. Rondom de kuiprand wordt de aansluiting met het dek afgewerkt met een kwartrond. De keuze voor ons is vrij snel gemaakt dit uit hetzelfde Redwood te halen als het dek en de kuiprand. Met de stationaire frees wordt een deklat van 16 x 18 mm tot halfrond gefreesd. Met de cirkelzaag (zaagsnede 3,5 mm verlies) wordt dit halfrond zorgvuldig doorgezaagd tot 2 x 7 mm kwartrond. Dit subtiele model blijkt te voldoen aan onze eisen. Voor de bevestiging wordt afgezien van kleine RVS nageltjes die eveneens niet in de handel te verkrijgen zijn. Gekozen wordt voor een twee componenten 10 seconden lijm van het merk Bison Bond. Een spuitbus met flesje lijm. Een voortreffelijke methode met een mooi resultaat. Enige discussie is ontstaan in hoeverre het dekbeslag óp het dek of in het dek moet worden ingelaten. Dit betreft de plaatjes rondom de wandputtingen, het plaatje waar de genua aan wordt bevestigd en de landvast bevestiging op de voorplecht. Uiteindelijk is gekozen voor het betere freeswerk en een vlak dek zonder obstakels. De foto laat het halffabricaat van het stevenbeslag zien met het unieke kenteken van ZM 91. Na het afbramen van de scherpe randen aan de zijkanten is voor het eerst het zwaardblad in de zwaardkast opgehangen. Bij een eerste poging liep het nog niet zo naar de zin. Door de vele lagen aangebrachte epoxylak rondom de boot bleken de daarbij ontstane druppels met name op de glijstroken in de zwaardkast hiervan de oorzaak. Na enig herstelwerk was dit probleem snel opgelost.
Als ik eerlijk ben, kan nu worden vermeld dat de boot wat betreft het timmerwerk, met uitzondering van mast en giek, zover gereed kan worden genoemd. (Frits 19 uur) (Martijn 20 uur).
De mastkoker wordt uitgevoerd in 22 mm dik eiken. Beide staanders worden van twee kepen voorzien. Het versterkingsstuk, waarin de mastkoker wordt gestoken, is al eerder aangebracht en met de binnenkant afgelakt. De mastkoker staat met de inkepingen op de dekbalk en op de wrang van spant 6. Tussen beide mastkokerdelen blijft 7 cm ruimte waar tussen een eiken vulstuk wordt geplaatst. Dit vulstuk heeft een schuine oploop, net boven het dekhout, waar de voet van de mast op komt te dragen. Het dek rondom de mastkoker kan verder worden afgewerkt en geschuurd. Tussentijds dat Martijn het achterdek heeft dichtgezet met de laatste restanten latten, heb ik het ijzerwerk voor het tiglassen verder voorbereid. Mast- en giekbeugels, het roerbeslag en het roerhoofdbeslag heb ik tijdelijk op vulhout bevestigd. Op deze manier kan het lassen van de onderdelen met meer precisie door derden worden uitgevoerd. Nog even twee passende bouten aan te schaffen en de lasopdracht kan worden verstrekt. Als het volledige dek met de schuurlijsten is geschuurd met korrel 80 en nadien met korrel 240 is nabewerkt, wordt met enig trots het ronde verloop van het dek duidelijk zichtbaar. (Frits 15 uur) (Martijn 13,5 uur). Op het moment dat het dek met slechts 10 latten is belegd, kan de schuurlijst of stootrand nog het beste worden geklemd met de nodige lijmtangen. Deze schuurlijsten zijn in plaats van het zachte Redwood, in eiken uitgevoerd. Het kan dus een stootje hebben. In het bestek staat echter een diktemaat van 25 mm halfrond genoemd. Om esthetische redenen is deze hoogtemaat bij ons teruggebracht naar 20 mm met een dikte van de halfrond van 13 mm. Vanaf de voorsteven is over een lengte van 1.20 m deze schuurlijst verjongd tot een uitloop van ongeveer 4 mm. De schuurlijsten zijn gelijmd en geschroefd. Met behulp van de proppenboor is ieder schroefgat voorgeboord. Op de foto zijn de ingelijmde proppen zichtbaar die na verharding van de lijm worden afgeschuurd. Uiteraard is de houtnerf van iedere prop in dezelfde lijn van de schuurlijst aangebracht en zijn de proppen, om kleurverschil te voorkomen, uit een afvalstuk van deze schuurlijsten gehaald.
Aan zowel stuurboord als bakboordzijde zijn vervolgens de laatste latten tot aan de kuipweger aangebracht. De breedte van het dek langs de kuip, dat wil zeggen van de binnenkant schuurlijst tot de kuiprand, verschilt in breedte. Bij spant 2 is het dek 24 cm breed. Deze maat loopt op tot spant 6 naar een maat van 32,5 cm. Door dit verloop eindigen de laatste deklatten halverwege de kuiprand.
Onder het achterdek wordt aan weerszijden tegen de spiegel aan twee extra klossen ingelijmd. De gedachte bestaat om tot slot in het achterdek op beide hoeken een inzinkbare kikker te bevestigen. (Frits 20 uur) (Martijn 20 uur).
Week 34 (27 februari t/m 4 maart) Naast de werkzaamheden aan de boot zijn we druk doende met de aanschaf van zeilen en de aanschaf van alle bootbeslag. Met name vanuit de stichting Oud Zeilend Hout ontstaan er nu steeds meer contacten tussen ZM zeilers. Hierdoor is het voor mij vast komen te staan dat veel van de nog varende ZM'ers na zoveel jaren eveneens toe zijn aan een nieuw tuig. uitgaande van vier complete tuigen en een nieuwe genua, wordt nadat het plan van eisen bij Molenaar te Grou is doorgesproken, een tweede offerte afgewacht. Met behulp van catalogussen van de diverse leveranciers heeft Martijn een complete lijst samengesteld van benodigdheden die op en in de boot moeten worden aangebracht. Met behulp van deze lijst worden eveneens (vrijblijvende) offertes aangevraagd. Tussendoor wordt de tijd besteed aan het aanbrengen van de deklatten. Het dek is inmiddels van 10 latten voorzien. De wantputtingen zijn inmiddels geborsteld en gepolijst en steken 3 cm boven het dek uit. Aan de binnenkant worden deze overigens nog met kleine rvs schroefjes aan de romp vastgezet. (Frits 29 uur) (Martijn 28 uur).
Het weer klaart op, de vorst is verdwenen. Daarom hebben we besloten om voor de verdere afbouw, de boot terug te brengen naar de kleine schuur.
Nu de binnenzijde is afgewerkt kan het dek worden aangebracht. Voordat het dek wordt aangebracht is stevig nagedacht en is veel werk besteed aan het plaatsen van de wantputtingen. Om beschadigingen, vervuiling en het druppen van epoxy op het binnenlakwerk tegen te gaan wordt de boot volledig afgeplakt met folie. We kunnen nu beginnen met het aanbrengen en verlijmen van het dek. Het is voor mij van belang dat de eerste deklat niet zichtbaar wordt gespijkerd. De wat oudere open boten tonen vaak de zwarte plekken ter plaatse van de schroef- of spijkerkoppen. Op advies van bootbouwer Roel Nijdam uit Bunne hebben we daarom eerst de derde lat op de juiste maat vanaf de buitenkant vastgezet met lijm en steekspijkers. Even de lijmtangen laten zitten, dan kan lat twee en daarna lat één aan de buitenzijde worden aangebracht. Iedere lat wordt verlijmd en om de 15 cm doorgenageld naar de vorige lat. De eerste (buitenste) lat die het laatst is aangebracht zal nadien nog op de romp passend gemaakt moeten worden alvorens hier de stootlijst tegen aangebracht kan worden. (Frits 6 uur) (Martijn 11 uur).
Boiten te Stadskanaal heeft een verloopbusje voor mij besteld die het mogelijk maakt om een rondfreesje van 16 mm met een stift van 6 mm (Gamma Hoogezand) in mijn bovenfrees te bevestigen. Zolang de beide mastdelen nog gekantrecht zijn kan een begin worden gemaakt met het frezen van de zeilgroef en de gewichtsbesparingsgroef. Zorgvuldig moet worden gelet op de draaicirkel van de frees en op welke zijde de geleiding wordt geplaatst. Dit alles bepaalt in hoeverre de frees moet worden voortbewogen. Een bovenfrees moet aan de geleiding trekken in plaats van de geleiding van het hout te duwen. Na het frezen van de holle groeven worden de delen met lijmtangen op elkaar gehouden en wordt op dezelfde wijze met een 4 mm frees de zeilgroef aangebracht. De mast wordt in de kleine schuur eerst ter zijde gelegd. De laatste weken is het zowel overdag als s' Nachts behoorlijk gaan vriezen. Veel schaatsijs en net geen Elfstedentocht. Wat zijn we blij met onze tijdelijke isolatiecabine in de grote schuur. Het aanbrengen van de laklagen ook aan de binnenzijde van de boot kan hierdoor ongehinderd doorgaan. In korte tijd kan met een elektrisch (2 kw) kacheltje draaiend op halve kracht de cabine worden opgewarmd. Na zeven lagen aan de binnenzijde zijn de langsnaden tussen de latten met name in de ronding van de boot nog niet geheel gevuld. De keuze wordt gemaakt om een paar injectiespuiten te kopen en die te vullen met epoxylak. Dit gebruik blijkt een redelijk succes. Dit Epifanusproduct laat zich een dag later weer goed schuren met korrel 240. De boot wordt nadien afgenomen met zeepwater en spons en de ruimte wordt schoongemaakt waarvan de vloer nadien wordt nat gemaakt. Het moment is gekomen de boot aan de binnenzijde te voorzien van een driecomponenten aflaklaag van Ijsselverf. Dit product kan relatief dun worden opgebracht en blijkt mooi uit te vloeien. Dezelfde schuimrol als voor epoxy is goed bruikbaar. Buiten min 8 graden, binnen wordt de cabine op een temperatuur van ongeveer 18 graden gehouden totdat de lak is uitgehard. (Frits 24 uur) (Martijn 30 uur). Wegens ziekte geen werkzaamheden 30 januari t/m 12 februari.
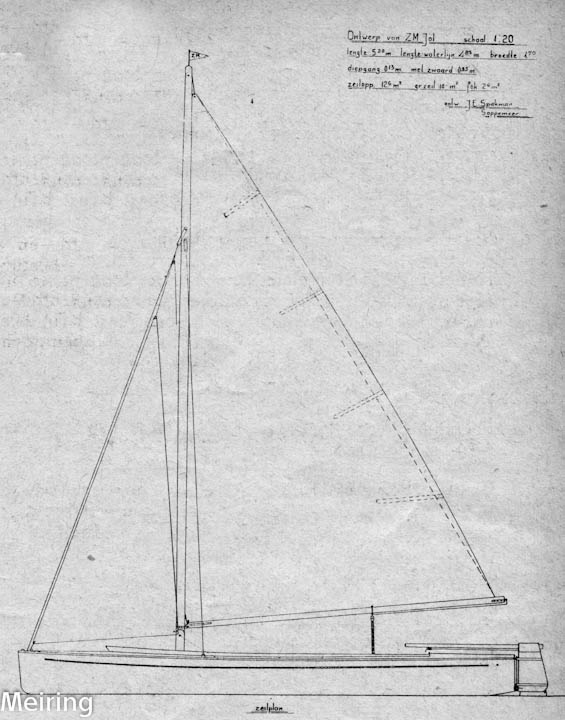
De beide masthelften zijn aan de binnenzijde afgetekend. Een opvallend detail is dat de mast op een hoogte van 2,45 meter de dikste afmeting van 92 mm verkrijgt en van daaruit naar de top wordt verjongd tot 60 mm. Overeenkomstig de tekening en het bouwbestek zijn daarom alle gegevens eerst op het hout overgenomen alvorens de verdere bewerking kan plaatsvinden. Zo krijgt de mast naast de doorlopende zeilgroef, een tweede groef die op een aantal plaatsen wordt onderbroken. Zowel ter plaatse van de stag en wantbevestiging als bij de mast-giekverbinding blijft de mast namelijk geheel massief. Voor het frezen van de zeilgroef Ø15 mm is gezocht naar een passende frees met een stift van 8 mm voor de bovenfrees, dat tot op heden nog niet is gelukt. Met behulp van een 12 mm frees wordt na drie handelingen hopelijk hetzelfde resultaat verkregen. In tussentijd is per mail bij de diverse contactpersonen geïnformeerd naar de standaard afmetingen van grootzeil en fok/genua. Een gedateerd zeilplan (reeds in mijn bezit) vermeldt nog een grootzeil van 10 m² met een fok van 2,6 m², waardoor een totaal van 12,6 m² ontstaat. Dit fok blijkt in latere jaren bij de meeste boten vervangen door een grotere genua, waarvan de afmetingen in het bouwbestek zijn genoemd. Door nu van een drietal ZMers de bestaande zeilen te hebben opgemeten, naast de maten vanuit het bestek, is de aankoop van een compleet nieuw tuig van totaal 15 m² mij een stuk duidelijker geworden. Naast de grootte zijn er extra wensen als vensters in zeil en genua, een dubbel rif, en extra ogen in het grootzeil. De bestelling zal niet lang meer op zich laten wachten. (Frits 5 uur) (Martijn 4 uur).
De eerste drie lagen lak die in de romp zijn aangebracht, zijn de laatste dagen verder uitgehard. Er kan nu een begin worden gemaakt met het schuren van de binnenzijde van de romp. Opnieuw wordt zoveel mogelijk gebruik gemaakt van de roterende excentrische schuurmachine met afzuiging. Met het hoogste toerental wordt met korrel 240 het lakwerk geschuurd. Een forse klus dat ruim 2 dagen in beslag neemt. Daar waar de roterende machine niet kan komen wordt gebruik gemaakt van een delta schuurmachine. De rest wat overblijft wordt met de hand geschuurd. Met name bij dit schuurwerk blijkt hoe belangrijk het is op welke hoogte de boot staat opgesteld. Een voortdurend voorover gebogen houding, over de rand van de boot, komt met name aan op de rug en benen. (Frits 11 uur) (Martijn 10 uur). Ter voorbereiding van de eerste drie laklagen aan de binnenzijde van de romp, wordt de temperatuur de nacht voorafgaande opnieuw weer opgevoerd tot rond 19 graden.
Naast het dragen van een overall is het gebruik van handschoenen, halfgelaatsmasker en bril bij het verwerken van dit product een minimale vereiste. Het is ook de week waarin een begin is gemaakt met het bewerken van het mast- en giekhout. Tijdens een mooie rustige en vooral droge dag is de vlak- vandiktebank voor het vlakken en strijken naar buiten gebracht. Voor het zagen en schaven heb je immers een lengte van 6,50 meter zowel vóór als achter de machine nodig. We zijn begonnen met het strijken van één zijkant van de mastbalk door gelijk gebruik te maken van de vandiktebank. De korte tafel van de vlakbank was geen reële optie. Met behulp van een handcirkelzaag is de mastbalk vervolgens op de ruwe breedtemaat van 92 mm gebracht. Dit zaagwerk moet met een maximale zaagdiepte van 7,5 cm in twee handelingen plaatsvinden. Hetzelfde geldt voor het schulpen en doorzagen van het masthout. Beide helften worden met behulp van de vandiktebank op maat geschaafd. De mast wordt immers uit twee helften opgebouwd nadat de nodige zeilgroef en overige bewerkingen aan beide helften heeft plaatsgevonden. Het hout voor de giek wordt op dezelfde wijze bewerkt als bij het masthout. (Frits 16 uur) (Martijn 9 uur).
Deze week is volledig in beslag genomsen door het aanbrengen van de (voorlopig) laatste lagen lak op de buitenkant van de romp. De isolatieruimte wordt daarvoor met behulp van een elektrisch kacheltje van maximaal 2 Kw (op halve kracht), op de juiste temperatuur van 20 graden gebracht. Van de komende drie lagen Epifanes die nu wederom op één dag nat-in-nat worden aangebracht, hadden wij met betrekking tot het vloeieffekt een hoge verwachting. Desondanks blijkt daar waar nodig het voorstrijken van de resterende naadjes en oneffenheden met behulp van een penceel nog noodzakelijk en veel tijd in beslag te nemen. Volgens opgave kan dit product na een verhardingstijd van 48 uur al worden geschuurd. Besloten is om tot slot het totaal van zeven lagen met voorstrijken nog één keer licht te schuren alvorens de boot om te keren. Zaterdag is de romp buiten de isolatieruimte gebracht, gedraaid en opnieuw in de isolatieruimte op blokken geplaatst. Nu kan een begin worden gemaakt met de lakbehandeling aan de binnenzijde van de boot. (Frits 29 uur) (Martijn 16 uur).
Week 27 (26 december t/m 1 januari) Vorige week zijn beide roerhoofddelen aan de binnenzijde van een epoxylaklaag voorzien. Een bescherming aan de binnenzijde alvorens beide delen op elkaar konden worden gelijmd. Het is totaal anders verlopen dan verwacht. Ondanks het om-in-om verlijmen van de smalle eiken deeltjes, het gebruik van een lijmfrees voor de langsverbindingen, en de voorbehandeling van de uitgezaagde delen met epoxy, zijn de beide houten delen nu al fors krom getrokken (1e foto v.l.). Hierdoor wordt besloten geen verdere risico's te nemen. Besloten wordt om een nieuwe hoeveelheid eiken opnieuw te verlijmen, de lijmverbindingen met een losse veer uit te voeren en de roerhoofddelen niet horizontaal of verticaal maar diagonaal hier uit te zagen (2e foto v.l.). Op deze manier wordt naar mijn idee meer rekening gehouden met de eventuele spanningen in het eikenhout. Beide roerhoofddelen zijn in de nieuwe situatie in één behandeling aan beide zijden in de epoxy gezet. Met betrekking tot het resultaat, aan het eind van deze week, ben ik zeker niet ontevreden. Na verharding van de vierde laag is de romp machinaal geschuurd met korrel 240. Wij zijn echter nog niet geheel tevreden met het bereikte resultaat. Met name op enkele lengtenaden is het nog niet volledig vlak en vormt het nog niet één grote spiegel. Na het probleem besproken te hebben met de leverancier wordt nog voorgesteld om daar waar nodig dit met hetzelfde product voor te strijken. (Frits 23 uur) (Martijn 14 uur).
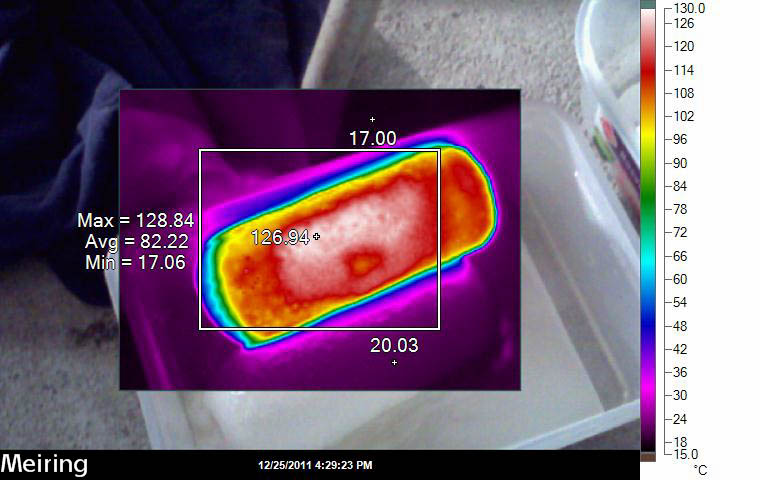
In tussentijd wordt gewerkt aan het roerhoofd. Uit het vooraf verlijmde eikenhout, met een dikte van 19 mm, worden de beide delen voor het roerhoofd gezaagd. Voor de tussenvulling wordt gebruik gemaakt van beukenhout met een dikte van 6 mm. Van zowel het roerhoofd als de tussenvulling heeft Martijn in autocad het model uitgetekend en op ware grootte op papier uitgeplot. Het draaipunt van het roerblad wordt geboord. Voor het optrekken van het roerblad wordt een extra asje met loopwieltje op de uiterste hoek van het roerhoofd pas gemaakt. De vlakken aan de binnenzijde van het roerhoofd worden vóór het op elkaar lijmen in de epoxylak gezet . Een lijmverharder wordt normaliter in de verhouding van 1:5 gebruikt. Een lakverharder wordt gedoceerd met 3:5. De eerste twee lagen voelen na verharding misschien daarom enigszins vettig aan. Op advies van Pieter Boelsma wordt de romp na enkele dagen afgenomen met azijn of zeepwater (ajax). Na droging moet de romp zorgvuldig worden geschuurd. Met de excentrische en roterende schuurmachine op de hoogste stand en het beste schuurpapier korrel 240, wordt de romp opnieuw glad geschuurd. Dit ter voorbereiding van de volgende twee lagen. Opnieuw wordt de dag voorafgaande de kachel weer aangezet voor een temperatuur dat ligt tussen 18 á 20 graden. Deze dag wordt gebruikt voor het aanbrengen van laag 3 en 4, maar dan wel met het juiste materiaal. Opvallend is het vloei-effect en de hoge glans en de snelle droging. Bij het aanbrengen van de derde laag moet minstens drie keer de verfrol worden vervangen. Het schuim van de verfrol kan plotseling veranderen in de afgifte van een soort slijm in de lak. Met de warmtecamera wordt van deze inmiddels verwijderde verfrol een temperatuur gemeten van 130 graden celcius! (Foto 4 v.l.n.r). Damp sloeg eraf. Epoxy blijft een prachtig maar wel vreemd product. Voor het aanbrengen van de vierde laklaag nat-in-nat is de aanwezigheid van het juiste licht en het juiste lichtinval op het te schilderen oppervlak van groot belang. Misschien is de aanwezigheid van TL licht beter dan een felle bouwlamp. Wij proberen dit uit te zoeken bij de volgende behandeling en laten de boot nu eerst een paar dagen met rust. (Frits 16 uur) (Martijn 1 uur).
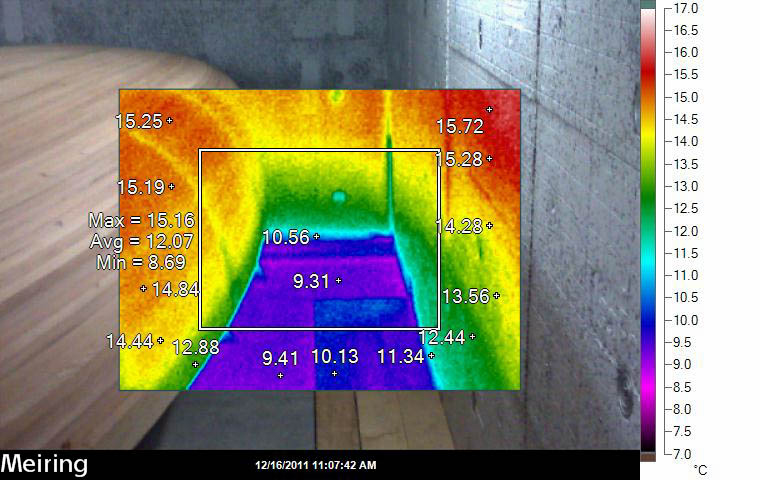
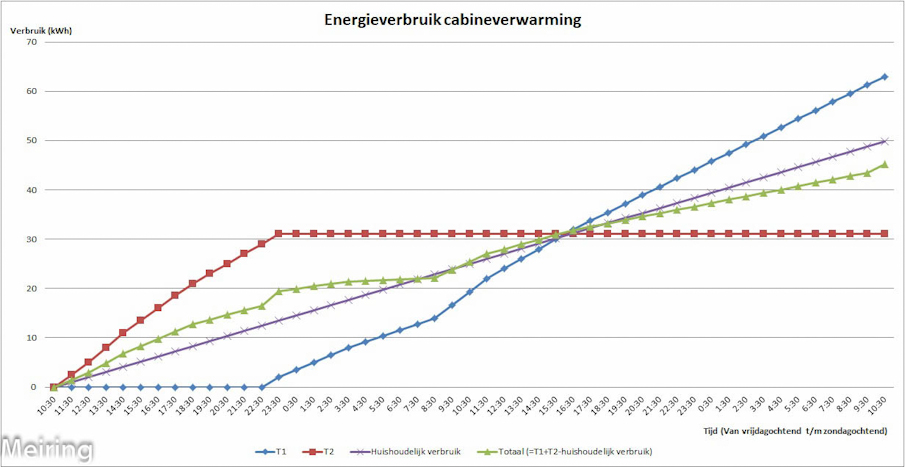
Een goede voorbereiding is van groot belang. Zijn alle benodigde producten in huis? Persoonlijke bescherming tijdens de verwerking van epoxyproducten blijft noodzakelijk. Handschoenen, een volle gelaatsmasker of een snuitmasker, voldoende verfrolletjes, roerstokjes, verfproducten op temperatuur, verfbakjes, voldoende verlichting maar niet té veel, eventuele afzuiging, een smal verfrolletje aan een lange steel voor het zwaardkast, overal wordt aan gedacht. Naast de bewaking (op afstand) van de temperatuur wordt zelfs het extra stroomgebruik (inclusief extra kosten) deze dagen in de gaten gehouden door Martijn. Met behulp van een warmtecamera kan ieder oppervlak tot op een duizendste nauwkeurig worden gemeten. Op de laatste foto is als opvallend detail te zien dat zelfs de spanten, door de romp heen gezien, een hogere temperatuur aangeven dan de romp zelf (lichtgroen met donkere dwarsstrepen). Het is een spannend moment zodra de eerste epoxy in een kleine hoeveelheid wordt aangemengd en vervolgens wordt aangebracht. Er wordt gebruik gemaakt van tien centimeter brede schuimrolletjes specifiek bestemd voor deze producten. De plastic bakjes van “de chinees” zijn voor het mengen en verwerken goed te gebruiken. Na de behandeling van het linker deel van de boot moet de eerste verfrol worden vervangen. Het is net alsof de rol begint op te zwellen. Het plan bestaat om de eerste drie lagen op één dag aan te brengen. Rond 9.00 uur wordt met dit nat-in-nat systeem begonnen. Verwacht wordt dat rond 13.00 uur de lak nog iets bakt of kleeft waarna de tweede laag kan worden aangebracht. Na vier á vijf uur kan dit met een derde laag worden herhaald. Tijdens het aanbrengen van de tweede laag gebeurt er iets waar je liever niet over wil praten. Op onverklaarbare wijze blijkt vroeg in de ochtend niet een blik met lakverharder maar met lijmverharder te zijn aangebroken. Na enig paniek ontstaat tegelijkertijd woede en teleurstelling bij je zelf. Wie je ook belt, overal klinkt het advies om onmiddellijk te stoppen, alles te laten rusten en de komende dagen verder af te wachten. Mijn hoop was gevestigd op het feit dat de eerste laag wel binnen vier á vijf uur was verhard. Een dag later blijkt met behoud van de juiste temperatuur de eerste twee lagen toch te zijn verhard. Een geluk bij een ongeluk. (Frits 10 uur) (Martijn 6 uur). Door menig bezoeker wordt bij binnenkomst in eerste instantie een hand gelegd op de zijkant van de boot, om vervolgens van boven naar beneden te voelen in hoeverre de romp als “vlak” kan worden aangemerkt. Met behulp van een blok hard rubber, ingeklemd in een schuurband met korrel 80 en daarna korrel 120, heb ik gedurende anderhalve dag de laatste oneffenheden kunnen wegschuren. Op een bepaald moment ben je ook zelf uiteindelijk tevreden met het bereikte resultaat. Het moment is gekomen dat de romp kan worden gedraaid en naar de geïsoleerde ruimte kan worden overgebracht. In de resterende tijd wordt ter voorbereiding de geschaafde en gegroefde eiken deeltjes met een dikte van 19 mm tot één groot paneel op elkaar gelijmd, waaruit in later stadium het roerhoofd wordt gezaagd. (Frits 13 uur) (Martijn 8 uur).
Week 23 (28 november t/m 4 december) Naarmate de bouw van de ZM 91 vordert, groeit de belangstelling van buitenaf. Diverse belangstellenden laten van zich horen en zien. Dit had ik mij vooraf niet zo gerealiseerd maar vindt het wel leuk. Opvallend veel verhalen en veel restauratiewerk aan de diverse zeilnummers onder andere zeilnr. 83, 89 en nr 70 geven mij stof tot nadenken. Voor mij staat nu wel vast dat de meeste problemen met name op de waterlijn, rond de voorsteven, bij de aansluiting van spanten en huid bij de binnenkiel en bij de spiegel– huidverbinding met het kopse hout ontstaan. Mede daarom zie ik voorlopig af van de plaatsing van een tweetal reeds in mijn bezit zijnde zelflozers (Voorkomen van extra kops hout). Ik ga er tevens van uit dat door het gebruik van voldoende epoxylagen het intrekken van vocht zoveel mogelijk kan worden voorkomen. Dit moet de technische levensduur van ZM 91 aardig verlengen. De zwaardkast moet nog aan de buitenzijde ter hoogte van spant 4 en 5 van een viertal klampen worden voorzien, waarmee gelijktijdig de zwaardkast aan de spanten kan worden verlijmd. De zwaardkast blijkt een bewerkelijk onderdeel waarin van onze kant veel tijd moet worden gestoken. Met behulp van de nieuwe decoupeerzaag wordt het versterkingsstuk voor de mastvoet verder uitgezaagd uit een 26 mm dik stuk eiken. De verlijming van dit versterkingsstuk aan de bodemwrang van spant 6 vindt plaats tegelijk met het inlijmen van de zwaardkast. (Frits 12 uur) (Martijn 2 uur). De zwaardkast heeft inclusief de afdekking vanaf de binnenkiel een hoogte van 41 cm. Er wordt gesproken over een onder en bovenplank bestaande uit multiplex of massief hout. Wij kiezen voor de volledige uitvoering in eikenhout. De onderplanken zijn 22 mm dik en de bovenplanken 16 mm dik. Om het kromtrekken tegen te gaan worden smallere stroken eiken met een lijmfrees geprofileerd en vervolgens om-in-om aan elkaar verlijmd. De overgang van 16 naar 22 mm dikte wordt van een sponning voorzien. Uit ervaring is bekend dat het zwaardblad tijdens het zeilen moeizaam omhoog en omlaag gaat. De tussenruimte van de zwaardkast is immers 15 mm. Het zwaard is slechts 5 mm. Het ophangpunt van het zwaard is wel van een bronzen centreerschijfje voorzien. Op deze wijze heeft het zwaard te veel speelruimte en schuurt het blad normaliter langs de houten zijkanten. Wij hebben gekozen voor het aanbrengen van een tweetal nylonstrippen aan weerszijden van de zwaardkast (foto 1 v.l.n.r). Hierdoor ontstaat er een vrije ruimte van ongeveer 6 á 7 mm. Tegelijkertijd kan de sluif in de dekker ook van 15 mm terug gebracht worden naar 6 á 7 mm. Bij hoge snelheden (met name in plané) kwam immers het water wel eens boven uit het zwaardkast. Het draaipunt van het zwaard wordt na het passen en meten vroegtijdig door de zwaardkast geboord. Alleen de maat van 62 cm vanaf de onderkant huid tot het hart van de zwaardbout is gegeven. Het zwaard heeft echter weinig speling m.b.t. draairuimte in de zwaardkast. Hierin is het gemiddelde genomen tussen de beide tussenvullinglatten (foto 2 v.l.n.r). De manier waarop de zwaardkast aan de binnenzijde met epoxycoating moet worden behandeld bepaalt in hoeverre wij de beide delen nu wél of niet op elkaar lijmen, om vervolgens de gehele zwaardkast compleet in de boot te laten zakken en te verlijmen. Er wordt gezocht naar verfrolletjes die in de sleuf van 15 mm van de zwaardkast kunnen worden gebruikt. In eerste instantie wordt de buitenzijde van de boot met 6 lagen coating voorzien. Daarna is het van belang dat bij de behandeling van de binnenzijde de meeste vaste onderdelen als de zwaardkast en het versterkingsstuk voor de mast zijn aangebracht.(Frits 13 uur) (Martijn 7 uur). Een spannend moment is het doorzagen van spant nr. 5. Natuurlijk wordt er even gecontroleerd of de spant zijn nog goed staat. Vervolgens is de sleuf door de binnenkiel over een lengte van bijna 1,10m aan de beurt. De totale dikte van de binnenkiel (eiken 26 mm) inclusief het eiken sluitstuk (dikte 16 mm) was op een bepaald moment iets te veel voor de decoupeerzaag. De aanschaf van een nieuw exemplaar kon niet op zich laten wachten. Martijn is tussentijds begonnen met de opbouw van een geïsoleerde cabine in de andere schuur. Realiserend dat wij in een koude periode van het jaar zijn beland willen wij tijdens het lakken ons niet laten verrassen door grote temperatuurs- wisselingen of extreem hoge stookkosten. (Frits 14 uur) (Martijn 10,5 uur). Nadat alle dekbalken en kniestukken passend zijn gemaakt, konden de houtverbindingen worden gelijmd en telkens van twee rvs houtschroeven worden voorzien. Natuurlijk is ook hier gekozen voor het gebruik van de proppeboren. Ieder schroefgat wordt daarbij voorgeboord. Uit een afvalstuk eiken worden propjes gemaakt die op hun beurt weer in het schroefgat worden gelijmd. Natuurlijk wordt gelet op het juiste draadverloop/houtnerf. Na droging van de lijm wordt alles gladgeschuurd. Vlak met de bovenkant van de dekbalkjes, kniestukken en huidwand kan nu van iedere spant de overlengte worden afgezaagd. Het resultaat van een mooi egaal gebogen deklijn wordt nu duidelijk zichtbaar. Door een gewijzigde aanpak in het bouwplan van de boot, hebben wij besloten om de boot vroegtijdig van de zwaardkast te voorzien. Het hout wordt hiervoor op maat geschaafd. (Frits 12 uur) (Martijn 2 uur).
Week 19 (31 oktober t/m 6 november) Na het aanbrengen van de dekbalkjes aan de voorzijde, wordt het achterdek op dezelfde wijze aangepakt. Voor het achterdek zal spant 1 en 2 ieder van een dekbalkje worden voorzien. Bij zowel de verwijdering van de stellatten aan de voorzijde als bij de rest van de boot, bestond bij mij de gedachte dat bij het losschroeven van deze latten daar wel spanning op zou kunnen staan. Niets is minder waar. Mogelijk doordat de gehele romp volledig is verlijmd en is gespijkerd, ontstaat een volledige stijve romp waarin weinig beweging meer is waar te nemen. Bij het aanbrengen van de dekbalkjes heb ik natuurlijk nog wel even de maatvoering gecontroleerd. Het meeste meet- en paswerk vindt plaats bij de vormgeving van de zes kniestukken respectievelijk aan te brengen aan spant 3, 4 en 5. Deze drie kniestukken worden later met een kuipweger met elkaar verbonden alvorens de kuiprand kan worden aangebracht. Deze week is de aankoop gedaan van het overgrote deel afwerkingproducten. Jachtbouwer Pieter Boelsma heeft het gebruik van de navolgende producten en een juiste werkwijze voorgesteld. De kale romp wordt eerst aan de buitenzijde voorzien van drie lagen Sp(acote) 320. Een epoxy coating die in één dag in drie lagen nat- in- nat kan worden aangebracht. Na verharding wordt eerst geschuurd met korrel 220. De volgende stap is het daarop aanbrengen van drie lagen grondvernis, omschreven als PP clear sealer, een A en B component van Epifanes. Het totaal van zes lagen wordt tot slot afgewerkt met twee lagen double coat blanke lak van De IJssel coatings. Nadat de buitenzijde, van totaal 8 lagen, is uitgehard kan het schip aan de binnenzijde van dezelfde lagen worden voorzien. Het plan om van onze kant in eerste instantie het voor- en achterdek aan de binnenzijde te behandelen alvorens het dek wordt aangebracht, is hierdoor komen te vervallen. (Frits 14 uur) (Martijn 4 uur).
In het begin zijn de spanten aan beide kanten beplakt met blanke tape. Dit was met name bedoeld om de uitgelopen lijmresten in later stadium makkelijker te verwijderen. Naar nu blijkt was dit geen succes. Het verwijderen van de tape is door de uitgeharde epoxylijm een bewerkelijke klus geworden. Met name de hoekaansluiting van spant met huidwand vereist de nodige aandacht. Het vele gereedschap als hamer en beitel, schraapijzer, verfkrabber, glasschraper, de dremel, een deltaschuurmachine en de excentrisch/roterende schuurmachine met afzuiging wordt uit de kast gehaald. Het schuren en afwerken van de binnenkant nam veel tijd in beslag. Er wordt aan de voorzijde een begin gemaakt met de vervanging van de stellatten (op de foto’s van week 17 de donkerbruin weergegeven latten) door de eerste dekbalkjes. Begonnen wordt met de overspanning van spant 6. Het is een gegeven dat de hartlijn van de boot van voorsteven tot spiegel draadrecht moet zijn. Bij spant 6 ligt dit punt een aantal centimeters boven de bovenkant huidwand aan weerszijde. De dekbalkjes zijn aan de onderzijde recht en worden aan de bovenzijde van een ronding voorzien. De dekbalkjes zijn 19 mm dik en blijft telkens op het meest brede deel van het hout 95 mm staan. De (dek-) ronding aan de bovenzijde, bestaande uit drie meetpunten, van bovenkant huidwand -hartlijn schip- bovenkant huidwand, wordt met behulp van een buigzame stang (geen houten lat!) op het hout afgetekend. Een mooie egale gebogen deklijn kan nu met behulp van de decoupeerzaag worden uitgezaagd en daarna worden geschuurd. Ten behoeve van het voordek wordt deze methode telkens bij spant 6, 7 en 8 toegepast. Haaks op de drie dekbalkjes wordt in de hartlijn van de boot eveneens een dekbalkje ingelaten die op de voorsteven wordt ingekeept. Op dit dekbalkje komen later de deklatten om- in- om tot elkaar. Hierin wordt later een inkeping gemaakt voor de mastkoker. Het geheel heb ik eerst met lijmtangen vastgezet. Ik wil eerst de gehele deklijn goed uitgelijnd zien alvorens wordt gelijmd. (Frits 9 uur) (Martijn 0 uur).
Het is de week van de herfstvakantie. Deze week bestaat voor het overgrote deel uit het schuurwerk aan de binnenzijde van de romp. Met name het voorste vak, gelegen tussen de voorsteven en spant 8, heeft veel tijd gevergd. Tussentijds is een dag besteed aan een bezoek aan het Fries Scheepvaartmuseum te Sneek, en is een lengte (3 m) halfrond roestvast staal voor de voorsteven opgehaald bij Friesland Non- Ferro Metaal bv te Leeuwarden. Daarnaast heeft een oriënterend gesprek plaatsgevonden met zeilmaker Molenaar te Grouw en is een bezoek gebracht aan Jachtwerf De Jong in Joure, die veel ervaring heeft met de verwerking van spacote 320 en de UV bestendige polyurethaan lak. Door ons moet nu worden nagedacht op welke wijze een omgeving- en verwerkingstemperatuur van minimaal 18 á 20 graden Celsius, gedurende een bepaalde tijd, kan worden verkregen. (Frits 23 uur) (Martijn 6 uur).
Nadat de twee eiken planken met de rechte zijde tegen elkaar op de werkbank zijn gelegd, kon de zorgvuldig verwijderde kartonnen mal op het eiken worden vastgeklemd. De hartlijn van de mal ligt recht boven de twee aan elkaar gelegde planken. Zonder problemen kan nu de vorm van de mal op het hout worden afgetekend. Met behulp van de decoupeerzaag worden de rondingen van beide planken aan de grove kant uitgezaagd. Het zuivere paswerk (langs de lijn) vindt plaats met behulp van de stationair opgestelde bandschuurmachine. Beide planken kunnen hierdoor precies passend in de ronding van de boot worden aangebracht. Na het aanbrengen van de epoxylijm op alle contactdelen worden beide eiken planken op hun plaats gehouden met stempels vanaf de zolderbalken van de schuur. Zodra de lijm is uitgehard kan het laatste restje schuurwerk aan de buitenzijde worden uitgevoerd. Tot zover zijn de werkzaamheden afgerond en kan de romp van het frame worden gelost en worden gedraaid. Zaterdag 15 okt. wordt het frame van de romp losgeschroefd. Vervolgens worden de steunen onder het frame verwijderd, waardoor de romp met het losgekoppelde hoofdframe op de grond kon worden gelegd. Het kantelen van de boot vindt plaats op een oud bedmatras. Door de romp te kantelen kan het vrijgekomen hoofdframe worden verwijderd. Nu is de ruimte aanwezig om het kantelen van de romp op het matras verder voort te zetten. (Frits 21,5 uur) (Martijn 6 uur).
Aan de achterzijde van de boot is nu de overlengte van iedere lat (nagenoeg) gelijk met de piegel afgezaagd. Vervolgens zijn de kopse kanten van de latten te samen met de spiegel in één vlak afgeschuurd. De romp, bestaande uit totaal 108 latten, kan nu worden dichtgezet met twee maanvormige sluitstukken. Een tweetal eiken planken zijn daarvoor op 16 mm dikte gebracht met ieder één recht geschaafde zijde. Martijn had intussen de kartonnen mal voorbereid. Met kleine korte stukjes karton, geplakt met houtlijm en plakband op een kartonnen ondergrond, leverde een stijf en strak geheel. Vooruitlopend op de plannen van de volgende week, zijn een tweetal schenkels gemaakt waarop de romp naderhand kan worden neergezet. De ronding van het schip, ter plaatse van een tweetal spanten, is hiervoor op een tweetal vuren balken afgeschreven en vervolgens uitgezaagd. Na het afschuinen en pasmaken van de schenkels zijn deze van een strook rubber voorzien. Een klusje dat totaal een uur in beslag heeft genomen. (Frits 22,5 uur) (Martijn 15 uur).
Geen werkzaamheden 26 september t/m 2 oktober.
Tot nu toe zijn alle latten en verbindingen met epoxylijm bevestigd. Dit product moet volledig zijn uitgehard alvorens het schuurwerk kan beginnen. Voor mij staat vast dat zowel een gewone vlakschuurmachine, als een deltaschuurmachine en een bandschuurmachine weinig soelaas biedt. Het schuurpapier blijkt direct vol te lopen met name door de resten wel of niet verharde epoxylijm. Er is gezocht naar een excentrisch en tevens roterende schuurmachine die niet alleen op de bolle zijde maar ook aan de binnenzijde goed werk kan leveren. Als de schuurmachine traploos in toeren regelbaar zal zijn biedt dit extra voordeel. Wij zijn uitgekomen bij Festool die een schuurmachine levert met een zooldiameter van 125 mm. De grote hoeveelheid houtstof en epoxylijmstof wordt zorgvuldig afgezogen met behulp van een Festool stofzuiger. Het eerste schuurwerk, dat aan de buitenzijde, met korrel 80 eerst haaks op de lengte van de latten wordt uitgevoerd, levert een prima resultaat. Er is dan ook geen sprake van “volgelopen“ schuurpapier. Het eerste schuren van de buitenkant van de boot neemt ongeveer 2 uur in beslag. Het is voor ons nu uitzoeken of deze machine ook voor het polijsten van het rvs zwaard-en roerblad kan worden gebruikt. (Frits 10,5 uur) (Martijn 7,5 uur).
Het totale pakket aan roestvaststaal, dat middels een laser is uitgesneden, kon door ons worden opgehaald. Ik ben zeer enthousiast over de wijze waarop het uitgesneden materiaal wordt afgeleverd. De snijkanten zijn zo zuiver recht en vlak, de opgegeven schroefgaten zijn zuiver rond en zelfs de kleinste onderdeeltjes zijn prima aan de maat. Zelfs een aardigheidje dat door Martijn is bedacht, om de letters en cijfers “ZM 91“ in het dekbeslag aan te brengen, blijkt een succes. Het zetten van latten blijft gewoon doorgaan. Indien mogelijk wordt op ieder vrij moment opnieuw een lat pas geschaafd , epoxylijm aangemaakt en de lat bevestigd met RVS draadnagels. Bij de aansluiting van binnenkiel en spiegel komen de latten nu in verstek om-in-om bij elkaar. Het is tevens het moment dat de latten meer gelijkmatig gebogen kunnen worden en meer vlakker op de binnenkiel uitkomen. De binnenkiel moet nog wel iets afgeschuind worden waardoor dit vlak aansluit bij de ronding van iedere spant. Doordat steeds kortere latten gebruikt kunnen worden, wordt iedere lat selectief uit de voorraad gekozen. Wij proberen immers met de huidige voorraad lange latten eveneens het dek hiervan te voorzien. We zien langzaam de opening in de bodemhuid kleiner worden. (Frits 18 uur) (Martijn 11 uur).
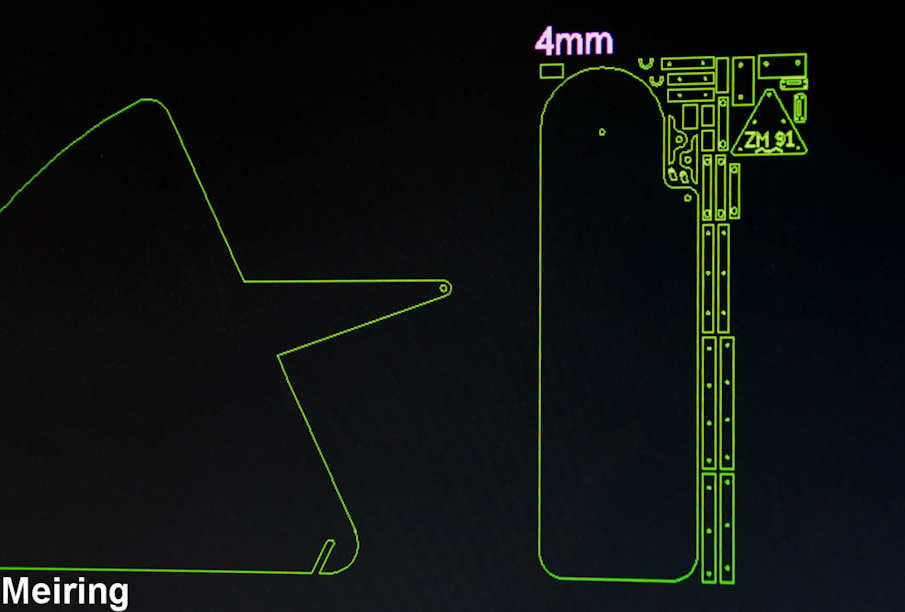
Deze week is begonnen met de voorbereiding van alle metalen delen. Martijn heeft alle metalen onderdelen in Autocad uitgetekend. Bijna ieder onderdeel kan uit plaatdiktes van 2, 4 en 5 mm dikte worden uitgesneden. Er is een bezoek gebracht bij een bedrijf dat in staat is om bijna alle benodigde onderdelen door middel van een laser uit te snijden. De hierdoor ontstane snijkanten zijn nagenoeg glad waardoor van nabewerking weinig sprake zal zijn. De opdracht is verstrekt om het totale pakket aan onderdelen voor ons uit te snijden in RVS plaat, kwaliteit 316. Deze kwaliteit geeft de mogelijkheid om ieder onderdeel later te polijsten. Bij het verder aanbrengen van latten is bij de voorsteven nu de binnenkiel bereikt. Overeenkomstig de oorspronkelijke tekening is gekozen voor een hardhouten afdekking van de eerste oplopende latten op de binnenkiel (3e foto v.l.). Gekozen is voor een eiken afdekking, dat tevens ter verlenging van de voorsteven meer stevigheid biedt bij het op de trailer plaatsen. (Frits 17 uur) (Martijn 10 uur).
Week 11 (29 augustus t/m 4 september) Zoals in het voorwoord is vermeld, zou de oorspronkelijke set tekeningen met bestek die mijn vader destijds heeft gebruikt, niet meer bestaan. Ware het niet dat deze week mijn broer op zolder van zijn garage een koker met de oude tekeningen heeft aangetroffen. Na vergelijking van beide sets tekeningen, blijkt nadrukkelijk dat hier geen sprake is van kopieën. Zo zijn er verschillen m.b.t. de detaillering en de indeling van de tekeningen. In hoofdlijnen komt het op hetzelfde neer. Het is leuk dat mijn vader zijn nodige notities en aantekeningen op de tekeningen heeft gemaakt.
Gemiddeld neemt het pasmaken en bevestigen van een lat één uur in beslag. De verharding van de epoxylijm bepaalt vervolgens wanneer de lijmtangen kunnen worden verwijderd. (Frits 26 uur) (Martijn 12 uur).
De eerste 10 tot 15 latten kunnen zonder enig probleem worden aangebracht. De situatie verandert zodra de latten vanaf spant 7 naar spant 8 en vervolgens naar de voorsteven moeten worden aangebracht. Hierbij vindt zowel het torderen als het buigen van iedere lat tegelijkertijd plaats. Ondanks vooraf gewaarschuwd te zijn zal er zeker nog wel een enkele lat gaan breken. Met name hierom wordt er vooraf uitermate goed gelet op het rechte draadverloop van iedere lat. Ik moet bekennen dat met name door dit lijnenspel de ZM'er zijn karakteristieke vorm verkrijgt die hem juist zo aantrekkelijk maakt. In het bestek staat vermeld dat vroegtijdig aan de binnenkant van de voorsteven het scheepsblokje moet worden aangebracht (1e foto v.l.). Met behulp van dit blokje en de voorstag kan later de mast worden gestreken. Uit enkele restanten rvs (kwaliteit 316) heb ik de diverse onderdelen vervaardigd en gepolijst. Het tiglassen heeft machinefabriek Veldhuis voor mij uitgevoerd. (Frits 24 uur) (Martijn 21 uur).
Vakantie 15 t/m 21 augustus
In eerste instantie wordt een brede schroot van 1.6 x 6.0 cm rondom de boot aangebracht. De schroot bestaat uit drie aaneen ''gelaste'' eiken delen. Op deze schroot komt later de schuurlijst. Door het toepassen van deze eiken schroot met schuurlijst kan de boot later aan de zijkant tegen een stootje. Voordat de eerste (Redwood-) lat kan worden bevestigd, zal door de ronding van de romp iedere lat enigszins trapeziumvormig worden geschaafd. Hiervoor is het noodzakelijk om een rechte schaafbank te gebruiken met een minimale lengte van 5.40 m. Voor het bewerken van de latten wordt gebruik gemaakt van de reischaaf (1e foto v.l.). Zodra de lat is pasgemaakt wordt het over de volle lengte verlijmd en met rvs draadnagels bevestigd. Bij het aanbrengen van de latten wordt ruim voldoende gebruik gemaakt van lijmtangen. De eerste keuze van de draadnagellengte van 30 mm veranderde al vrij spoedig naar 40 mm. (Frits 36,5 uur) (Martijn 21,5 uur).
Vakantie 18 juli t/m 7 augustus.
De voorsteven is grotendeels pasgemaakt op het eerste deel van de binnenkiel. De eiken binnenkiel bestaat uit drie aaneen gelijmde delen. De ''laslengte'' van iedere verbinding is acht keer de dikte. In het bestek staat aangegeven dat de binnenkiel vanaf spant 6 tot aan de steven en van spant 4 tot aan de spiegel wordt verjongd. De verbinding voorsteven en stevenknie met binnenkiel wordt verlijmd. Nu de breedte van de binnenkiel nabij iedere spant bekend is kan per spant de inkeping voor de binnenkiel worden aangebracht. Deze inkepingen worden iets ruimer gemaakt wat later zorgt voor een doorgang van eventueel buis- en lekwater naar het midden van de boot. De plaats waar de zelflozers worden geplaatst. De spanten zijn aan weerszijden voorzien van plakband. Epoxylijm hecht namelijk niet aan dit plakband. Ik ga er van uit dat na verharding van de lijm dit minder schuurwerk oplevert. Vervolgens wordt een begin gemaakt met het opstellen van de eerste spanten op het hulpframe. Over het hulpframe wordt een (hart-)lijn gespannen. Vanuit deze lijn wordt haaks daarop, op de juiste afstanden de spanten afgesteld en vastgezet. De totale lengtemaat vanaf de voorkant steven tot aan de achterzijde van de spiegel moet uiteindelijk op 5.20m uitkomen. Door het geheel nu definitief met elkaar te verlijmen en van rvs schroeven te voorzien ontstaat steeds meer stevigheid. Door in de lengte van de boot tijdelijk twee spanbanden te plaatsen en het hulpframe nog eens aan de betonvloer te bevestigen wordt alles één star geheel. (Frits 15,5 uur) (Martijn 6 uur).
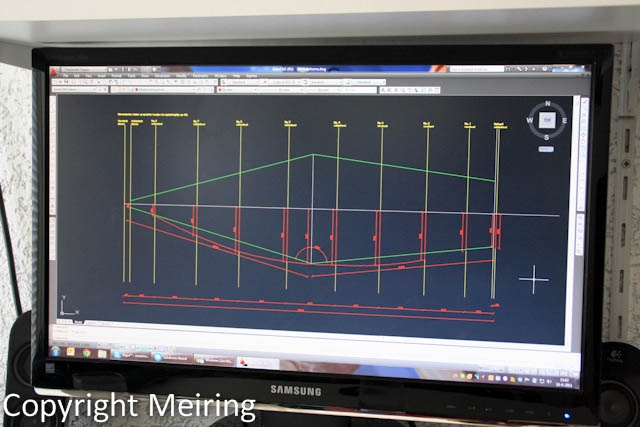
Ter voorbereiding van het opstellen van de spanten, voorsteven en spiegel werkt Martijn in Autocad de tekening uit, waarop de afmetingen van het hulpframe kan worden afgelezen. Gekozen is voor een hulpframe met een werkende hoogte van 50 cm. Op deze wijze kan met rechte rug worden gewerkt en kan de binnenzijde van de romp worden bekeken. Zaterdagmorgen kunnen wij opnieuw bij Timmerfabriek Glaasker Musselkanaal terecht om in alle rust de ruwe latten met behulp van een vierzijdige schaafmachine te bewerken tot latten van 16 x 18 mm. In 3,5 uur zijn ruim 110 latten van de volle 6.15m lengte met nog een restpartij kortere lengtes door de machine gehaald. Het gebruik van een vierzijdige schaafmachine is voor dit soort werk de enige optie. Door het gebrek aan eigen vervoer voor lengtes hout van 6.15 m, is een auto met aanhanger geleend van Benes machinefabriek Hoogezand. (Frits 17,5 uur) (Martijn 10,5 uur).
Het bewerken van de steven met stevenknie bestaat voor het overgrote deel uit handwerk. Op de tekening zijn twee doorsneden gegeven die aangeven op welke wijze de huidlatten aansluiten op de steven. De spiegel is voor de helft op karton uitgeslagen en kan nu op het verlijmde hout worden afgetekend. De bovenzijde van de spiegel geeft de ronding aan van het latere achterdek. (Frits 19,5 uur) (Martijn 7 uur).
Lang is nagedacht op welke wijze de voorsteven met stevenknie kon worden opgebouwd. In eerste instantie is geprobeerd een gebogen blok eikenhout van 9 x 5 cm te lamineren. Het was de bedoeling om stroken eiken van 5 cm breed en 5 mm dikte per drie stuks in gebogen toestand met epoxylijm te bevestigen. Voor de buiging werd gebruik gemaakt van stalen hoekijzers die tijdelijk op de werkbank waren geschroefd. Voor het buigen van het eiken werd gebruik gemaakt van een brander en verfbrander. Helaas bleek één dag ná verlijming de spanning in het materiaal nog te groot. De risico’s zijn te groot om hiermee door te gaan. Gekozen wordt voor het lamineren van platte delen waarna de vorm van de steven kan worden uitgezaagd. Vrijdagmiddag is een afspraak gemaakt bij timmerfabriek Glaasker. De fabriek ligt stil waardoor wij alle ruimte krijgen om de planken met een lengte van 6,15 meter tot ruwe latten te zagen. Dit neemt ruim drie uur in beslag. (Frits 15,5 uur) (Martijn 4 uur).
Er wordt een begin gemaakt met het verlijmen van de spanten aan de wrangen. Elke verbinding wordt van twee á drie rvs schroeven voorzien. Hierbij wordt gebruik gemaakt van de zogenaamde proppeboren. Daarbij wordt ieder schroefgat voorgeboord waarbij, na het indraaien van de schroef, het gat wordt opgevuld met een propje van dezelfde houtsoort. Tussen de spanten wordt tijdelijk een stellat aangebracht waarmee de spant op het hulpframe kan worden afgesteld. Vrijdags wordt een bezoek gebracht aan de Arnhemse Fijnhouthandel. Ter plaatse wordt een restpartij Redwood op zijn hoeveelheid en het uiterlijk beoordeeld. De koop wordt gesloten en het hout wordt op transport gezet naar Timmerfabriek Glaasker te Musselkanaal waar de voorbewerking van de latten zal plaatsvinden. (Frits 21,5 uur) (Martijn 10 uur).
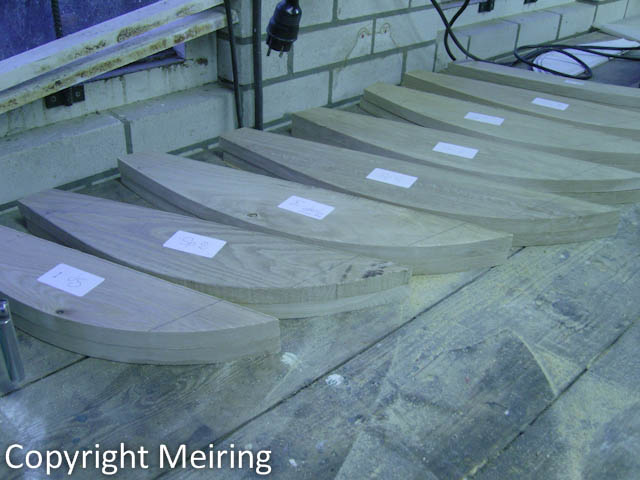
In deze week worden de ruw uitgezaagde spanten twee aan twee langs een bandschuurmachine netjes afgewerkt. De halfhoutse verbinding tussen elke spant en wrang beperkt zich tot de inkeping van slechts 5 mm. Voor deze inkeping wordt gebruik gemaakt van de op diepte ingestelde afkortzaag (zie foto in fotogallerij). Een begin wordt gemaakt met de voorbereiding van de spiegel. De spiegel staat voor een houtdikte van 26 mm genoteerd. De op dikte gemaakte eiken planken, breed 120 mm tot 130 mm, worden met de schulpzaag in de lengte doorgezaagd. Alle delen worden “om in om” weer aan elkaar verlijmd, nadat ieder deel in de lengte van een verlijmingsgroef is voorzien. Dit verlijmen is noodzakelijk om het kromtrekken zo veel mogelijk te beperken. Het is de week waarin de keuze is gemaakt welke lijmsoort kan worden gebruikt. Hiervoor ben ik in contact gekomen met dhr. Boelsma van het gelijknamige jachtbouwbedrijf te Sneek. De modernere epoxylijmen zijn erg sterk en immuum voor vochtindringing en bieden weerstand aan temperatuurschommelingen. Mede daarom heb ik gekozen voor de lijmsoort SP 106 van SP Systems. De huidige conventionele lijmen als de resorcinollijmen laten donkere lijnen achter terwijl de epoxylijmen bijna transparant blijken te zijn. (Frits 7,5 uur) (Martijn 1 uur).
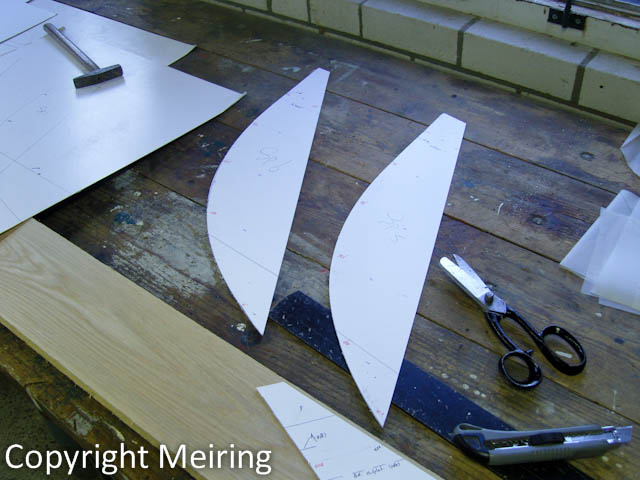
Op 24 mei 2011 hebben we een partij eiken planken gekocht. Alle spanten en wrangen hebben een dikte van 20 mm. Na ontvangst kon het eerste eiken op de vandiktebank en vlakbank op dikte worden geschaafd. De wrang- en spantmallen worden zo economisch mogelijk op de geschaafde delen uitgezet en ruim uitgezaagd. De diverse markeringen worden eveneens op het hout afgeschreven. Elke spantmal wordt telkens voor twee gelijke houten delen gebruikt. Een wrang is voor de helft op karton gezet en moet bij het overnemen op het hout steeds worden omgeslagen tot één houtlengte. Alle onderdelen worden genummerd. (Frits 6 uur) (Martijn 2,0 uur).
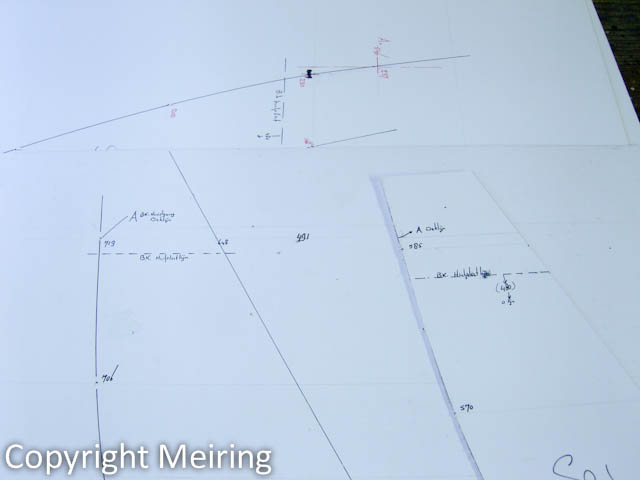
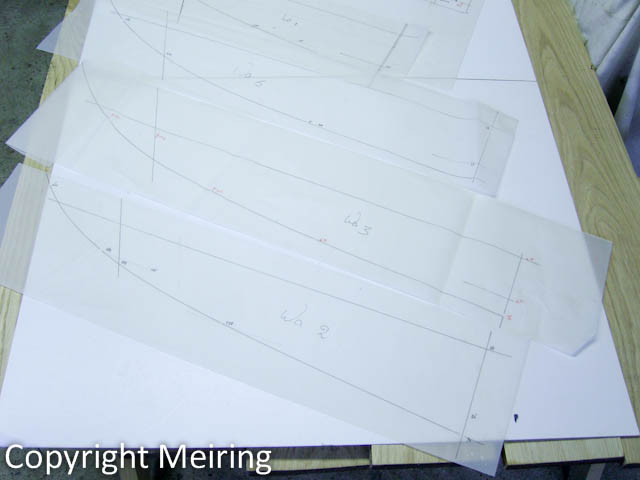
De acht spanten worden vanaf 2 tekeningen zorgvuldig op ware grootte uitgetekend op karton. Vervolgens wordt spant voor spant het model uitgeknipt c.q. uitgesneden.
Let op: Een kleine markering “A” op iedere spant is gelijk aan de bovenkant van de huidgang.
De stippellijn – door mij bepaald op 480 vanaf onderkant binnenkiel bij spant 4 – is de latere opstellijn op het hulpframe. Vergeet niet de lijn voor de halfhoutse verbinding met de wrang op het karton over te nemen. (Frits 12 uur) (Martijn 2,5 uur).
Zoals in het voorwoord staat genoemd is op 24 mei 2011 door ons het begin gemaakt met de bouw van de Zuidlaardermeerjol zeilnummer 91. |
|||||||||||||||||||||||||||||||||||||